
供应
供应
产品详情
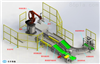
KTGS-DA型全自动上袋包装机
1、概述
我公司针对橡塑化工改性塑料、降解塑料、电缆料、特种塑料、塑料回收料、高分子新材料等行业大袋颗粒物料包装而设计的新型全自动包装机组实现生产过程中供袋、 取袋、 开袋、套袋、计量、充填、卸袋、夹口整形、袋口封口、等作业全自动化。

2、技术参数
序号 | 型号 | KTGS-DA |
1 | 速度 | >160包/小时 |
2 | 精度 | 30g |
3 | 设备尺寸 | 3059L)×2720(W)×2655(H) |
4 | 备袋库 | 一次可备用100条 |
5 | 动作方式 | 机械手上袋、抱袋移送 |
6 | 封口方式 | 包边线缝 |
7 | 控制系统 | 西门子PLC控制系统 |
8 | 材质 | 与物料接触304不锈钢制作,其余碳钢制作 |
9 | 供电 | AC380V±10%50HZ±0.5HZ |
10 | 供气 | 压 力: 0.5-0.7Mpa |
11 | 温度 | -15℃-45℃ |
12 | 总 功 率 | 1.85kw |
13 | 耗气量 | 0.5Nm ³/min |
3、KTGS-5型全自动上袋包装机主体结构:主要由备袋库.上袋机械手,放料开袋机构,导向缝包,抱袋移送机构组成;
3.1、计量秤
该系列高精度计量包装机给料机构为气动加重力式三级放料,系统大、小加料及瞬间停止落料等多种处理形式,大加料控制包装速度,小加料控制包装的精度,50kg包装时当大加料填充到95%时再采用小头精细喂料5%,因此,此种供料方式既保证了包装速度又能保证包装的精度。
计量机构特点:
(1)三传感器等平面立体悬吊
电子秤的秤量桶采用三传感器悬吊方式,在突破传统单传感器悬吊缺陷的同时使得设备在高速连续称重时保持高度平稳有效的提高抗*力和稳定性。
(2)抗米粉氧化密闭工作室
包装秤的称重工作室为全密封结构,一体成型,防止恶劣环境中粉尘的物料扬尘进入,保护元器件免受伤害,真正做到免维护。
(3)*抗疲劳组合气缸设计
设备气缸工作频繁,强度高,我们研发的分离式单缸放料,采用双气缸多级放料机构,解决了气缸使用频率太高,造成气缸连带电磁阀等原件寿命短、故障多、性能不稳定等诸多难题。
3.2、备袋库
主要作用是放置空的包装袋,在整个包装系统中起供袋作用;由放托袋架、限位挡板,检测光电两等部分组成。当取袋仓有袋时,备袋光电开关发出有袋信号,取袋机械手正常取袋,当无袋时备袋光电会发出无袋信号包装机会自动暂停,等待包装袋放入后人工按启动键继续包装。备注:包装袋需叠放整齐,无褶皱、翻边等
3.3、上袋机械手
主要作用是从备袋库取出包装袋并转移到夹袋器的位置。主要由上袋气缸、取袋气缸,气动夹爪、吸盘和导向机构组成。
3.4、放料开袋机构
放料口主要作用是完成*打开袋口在物料落入包装袋时起到导向和防尘作用。开袋吸盘主要作用是打开包装袋袋口;夹袋的作用是夹住编织袋防止其掉落;满袋整平板的作用是整平满袋状态的袋口方便缝包。
3.5导向缝包
导向缝包:主要作用是配合抱袋输送机将料料输送至缝包机内,保证袋口平整的过渡。主要由袋口导向、线架、缝包机、支架等。
3.6抱袋移送
主要作用是装袋后的袋口夹紧、将料袋移送经过袋口导向工位进入缝包机,缝包结束后推到输送机上。主要由动力电机、导轴、滑动小车、袋口夹板、托袋推包板组成。
3.7缝包机:
GS-7系列缝纫机是属于连续性的,而不是间歇式性的袋口缝纫机;适合于自动包装生产线中的胶带覆盖缝合。袋口被输送链紧紧地夹住,并向前移动,直到最终得以缝合为止;在缝合过程中,袋子不会从缝包机上脱落。DS-7C型配有气动铡刀型皱纹胶带切刀。
GS-7系列缝纫机技术参数表
名称 | 性能 |
缝纫速度 | 1600转/分 |
送料方式 | 连续送料(辊进给) |
缝线规格 | 20/6,20/9合成纤维线或棉线 |
机针型号 | DN-H29#26 |
针距 | 7.7mm(固定值) |
缝纫线迹型式 | 双线链式(401) |
切刀形式 | 内置式自动切刀 |
机器重量 | 28kg |
3.8、电气控制部分
电气控制部分是设备的核心控制部件,包括PC系统以及外围电气元件,它主要由出厂时控制程序已设定好。生产过程中,PLC根据设定软件程序控制各机构按照规定时序进行动作,完成包装机的动作,生产出合格的产品。PLC预留与其他设备的通讯接口。
(1)控制操作面板:本设备的电气控制箱安装于整个机架的右侧,操作面板单独安装在整机前面。控制操作面板,通过通讯电缆与包装机电气箱内的PLC 程序控制器进行连接,更符合人机工程学原理,便于操作人员的操作和使用。控制面板主要由触摸屏、温度控制器、急停按钮组成。
(2)触摸屏:用来显示各种操作功能和相关信息.
(3)急停按钮:红色的急停按钮,主要用于生产过程中出现紧急情况或发生危急设备和人身安全的故障时,紧急停机使用。按下该按钮包装机将立即停止工作,触摸屏将显示相应信息,一旦按下急停开关后,需要重新启动设备,必须首先使急停开关复位,而按照触摸屏提供的信息进行控制系统的复位操作。
(4)气动部件:气动部分主要是在PLC控制下,在工作循环中根据工作时序,PLC控制信号打开相应的电磁阀,不同电磁阀控制的压缩空气驱动相应的气缸进行动作的完成。气路系统部分主要由气动三联件、电磁阀、气缸组成。气动三联件主要功能,净化进入气路系统的压缩空气,调节进入气路系统的空气压力大小和给进气路系统的压缩空气增加雾化润滑油作用。电磁阀在PLC的控制下去控制气缸的动作。气缸是执行包装机相应机构动作。真空系统由真空泵,过滤器、真空电磁阀、数字真空压力开关、真空吸盘组成。真空泵提供动力来源,真空电磁阀在PLC的控制下控制着真空吸盘的吸附动作,数字真空压力开关作为检测关键部分的真空度及反馈给PLC信号。
 摘要:助力机械手,又称机械手、
[详细]
摘要:助力机械手,又称机械手、
[详细]
 摘要:高位机械手码垛机该套码垛
[详细]
摘要:高位机械手码垛机该套码垛
[详细]
 摘要:空天智能小袋拆包投料系统
[详细]
摘要:空天智能小袋拆包投料系统
[详细]
 摘要:KTCD-TW吨包袋拆包投料系统
[详细]
摘要:KTCD-TW吨包袋拆包投料系统
[详细]
 摘要:KTDCS-10000包装系统采用的
[详细]
摘要:KTDCS-10000包装系统采用的
[详细]
 摘要:ABB码垛机ABB460-110搬运机
[详细]
摘要:ABB码垛机ABB460-110搬运机
[详细]
 摘要:我公司针对橡塑化工改性塑
[详细]
摘要:我公司针对橡塑化工改性塑
[详细]
 摘要:袋装塑料粒子,改性塑料,
[详细]
摘要:袋装塑料粒子,改性塑料,
[详细]
吸塑模具 塑胶容器 塑料切粒机 脱模剂 再生料 lldpe 塑料颗粒搅拌机 塑料背心袋 特种塑料 夹布胶管 切粒机 abs价格 色母 油过滤器 编织硅胶管 硅胶管 油冷却器 除湿设备 橡胶磨具 橡胶模具 塑料容器 柔版印刷机 凸版印刷机 管材生产线 除湿干燥器 塑料吹膜机 硅胶管价格 塑料再生料 无纺布制袋机 泡沫造粒机 塑料磨粉机 拉丝机价格 炼胶机 背心袋制袋机 吸塑机价格 塑料吹瓶机 注塑机螺杆








