
供应
供应
产品详情
| 产品说明
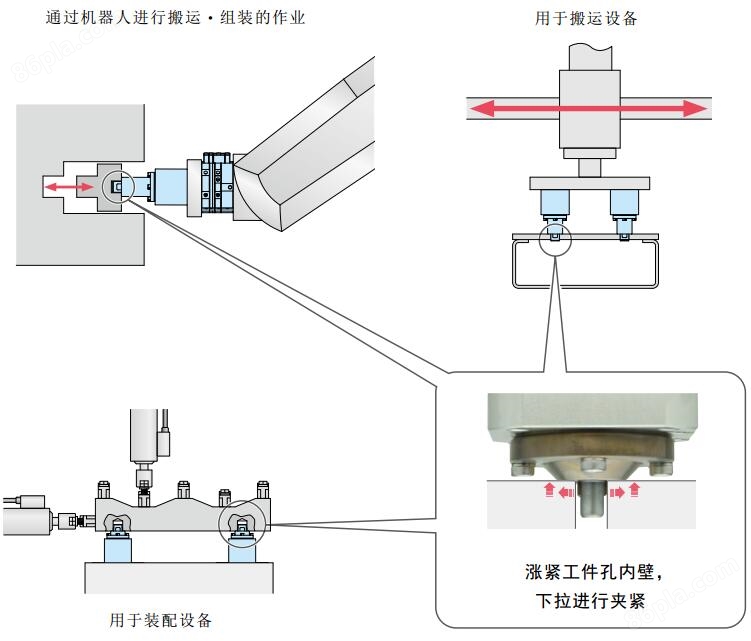
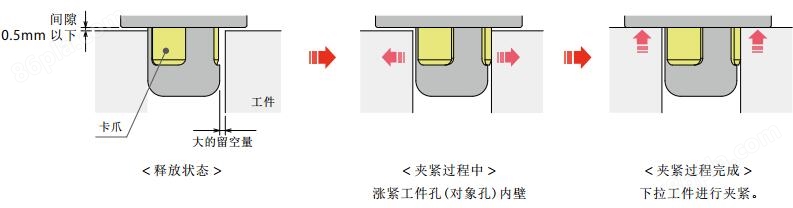
涨紧工件孔内壁,下拉进行夹紧
定位涨紧销涨紧工件孔使工件外围没有干涉,可实现5面对应,具有轻量化・紧凑化・高能力的特点
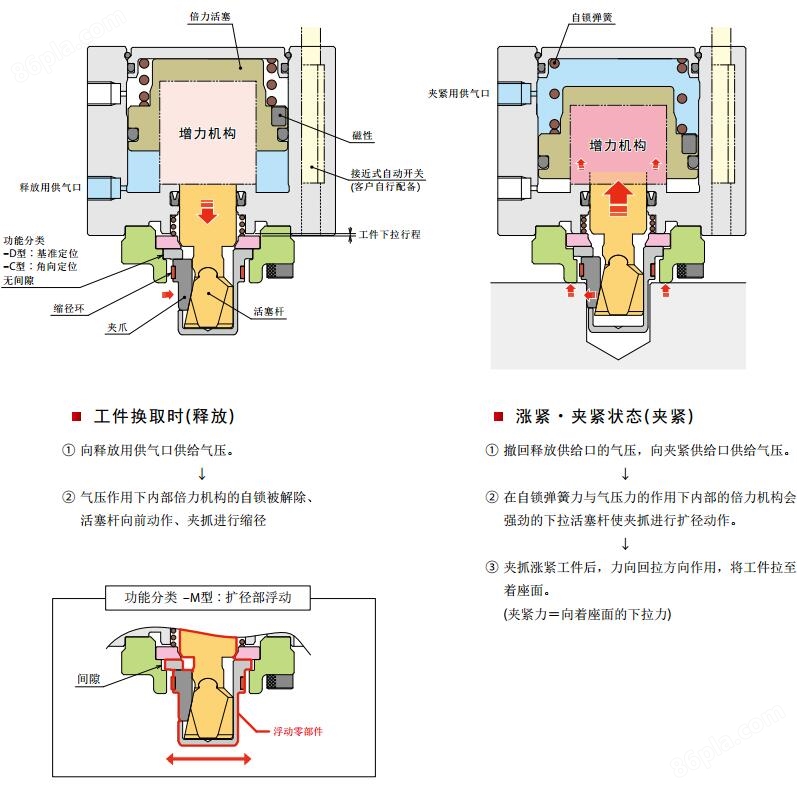
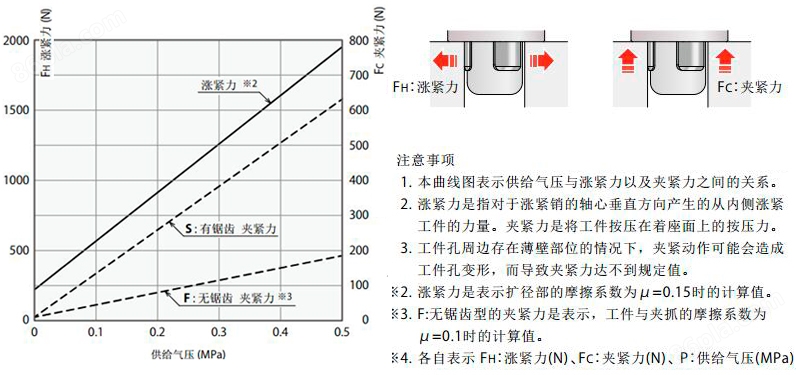
| 动作原理
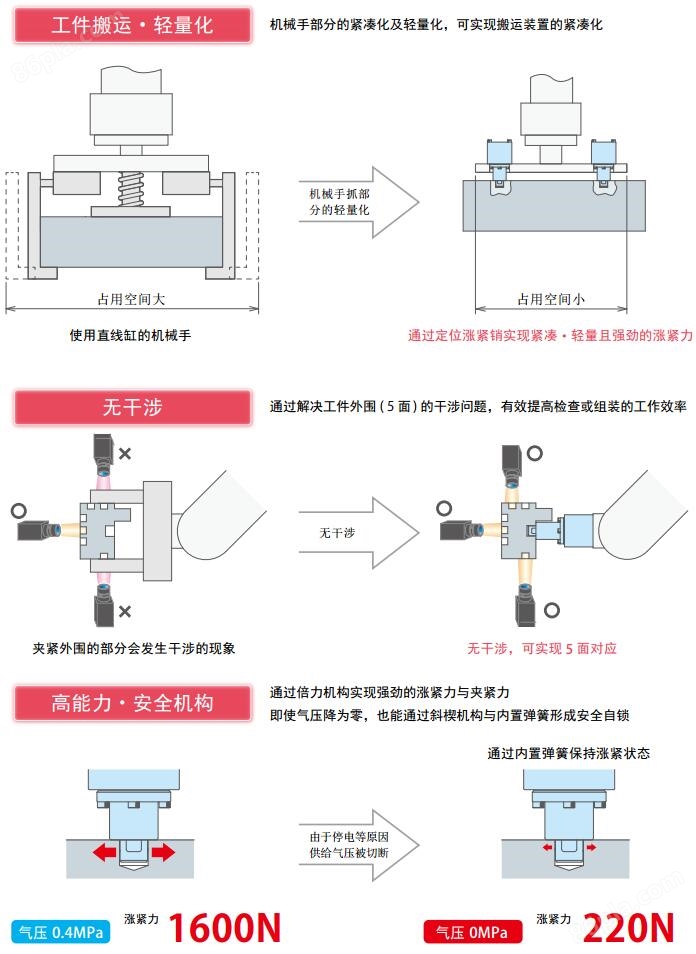
| 导入效果
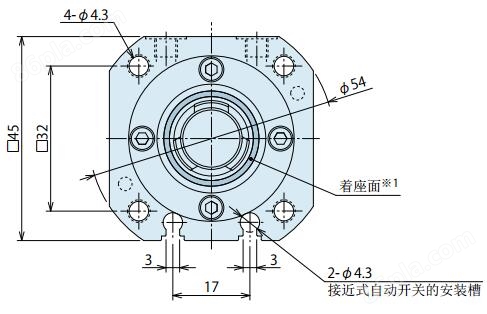
| 关于接近式自动开关
本产品可通过接近式自动开关 (客户自行配备) 检测出夹紧销的夹紧动作与释放动作


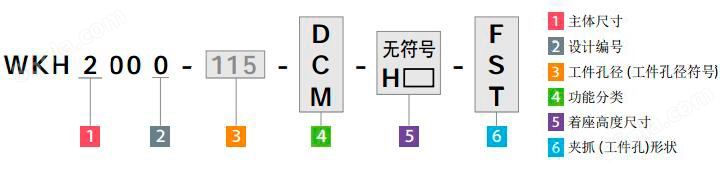
| 型号表示

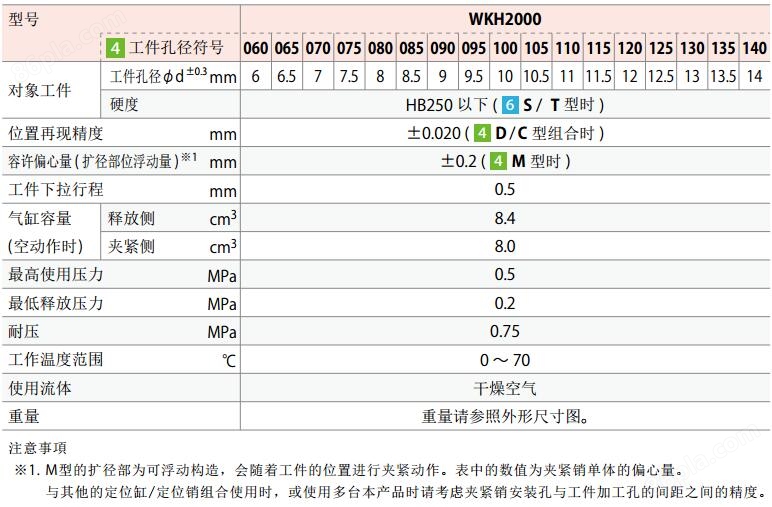
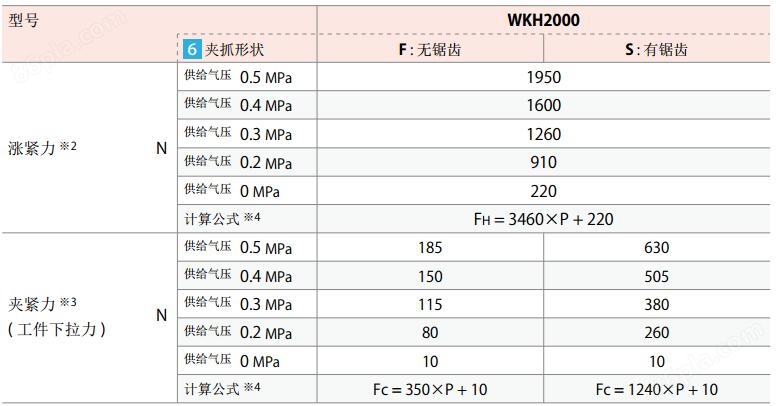
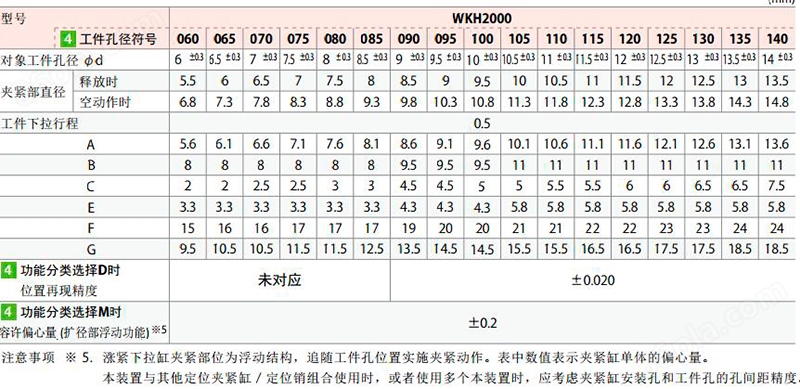
| 规格
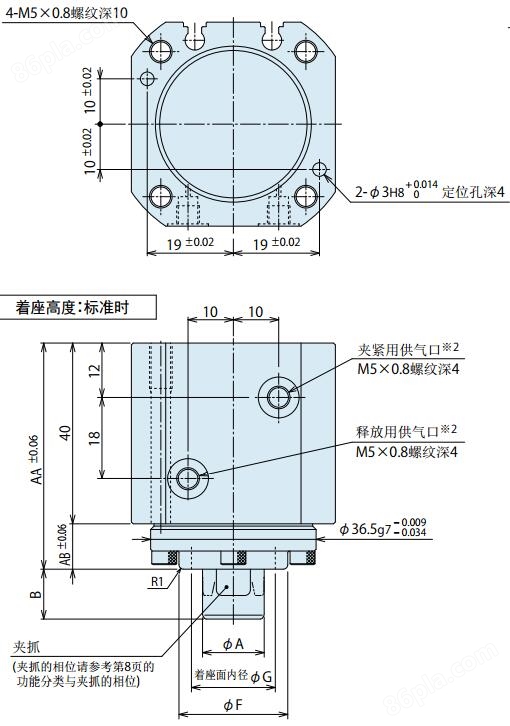
| 外形尺寸
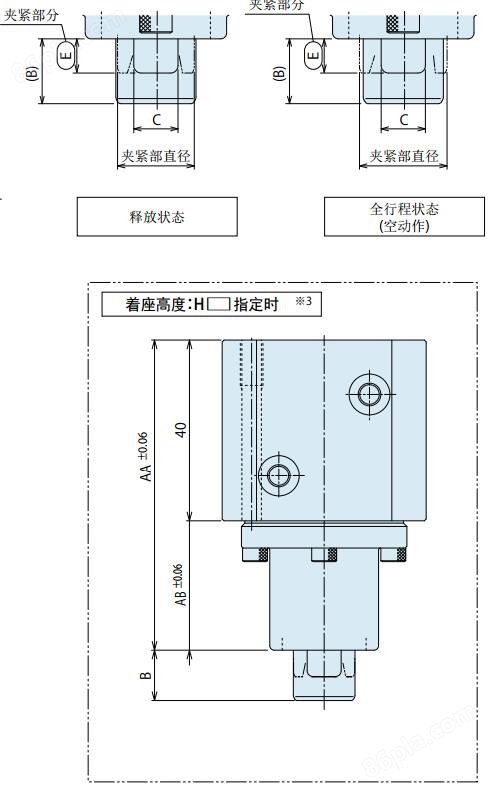
※本图表示 WKH2000-□-D-F 的释放状态。
※ 扩径部位详细
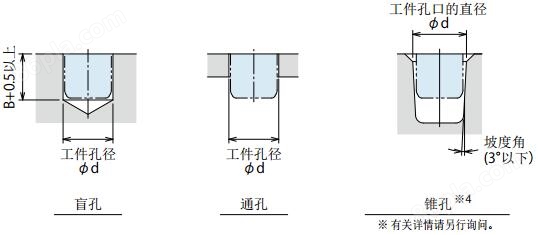
※ 工件(托盘)孔加工尺寸
| 外形尺寸
※ 功能分类与夹抓相位

※ 功能分类与夹抓相位WKH2000-□-C的安装相位
※ 型号表示
※ 外形尺寸表

| 配置参考范例/回路参考范例
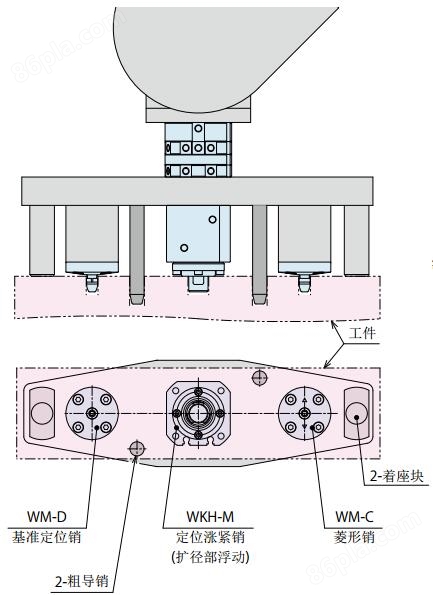
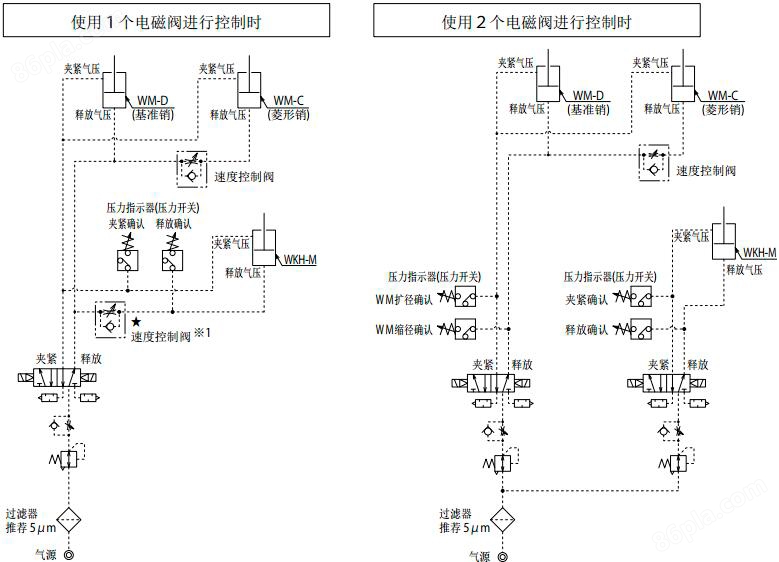
■ 参考例1 (配置以及回路图)
为实现高精度定位 ( 重复定位精度:3μm),与气动扩径定位销 model WM 组合使用的实例
※ 本图为表示 WKH-M ( 涨紧销 ) 与 WM ( 气动扩径定位销 ) 的组合使用实例。

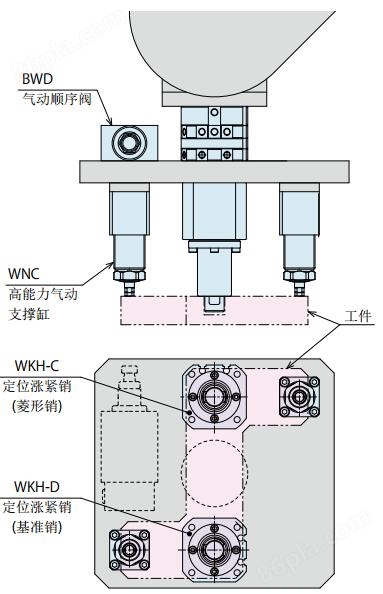
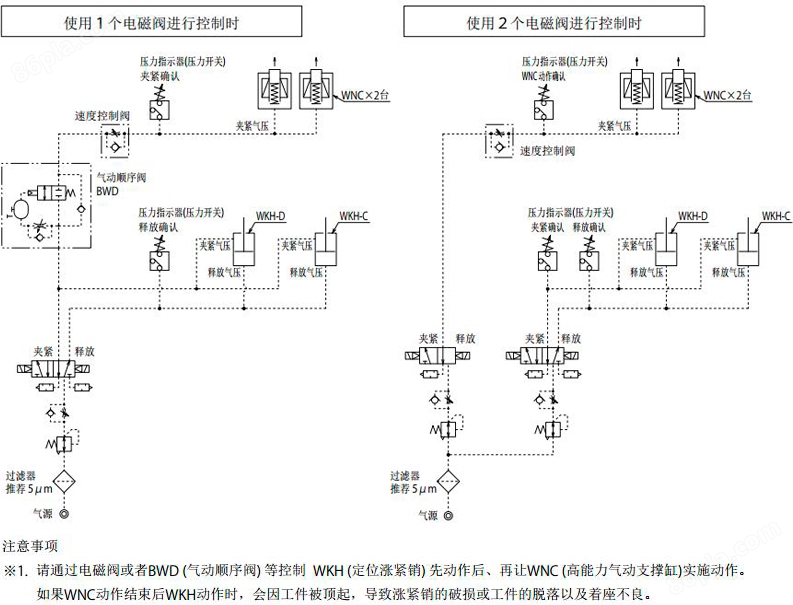
■ 参考例2 (配置以及回路图)
为了有效防止搬运时工件的倾斜,与高能力气动支撑缸 model WNC 组合使用的实例
对于夹紧孔,工件重心不平衡时,在高速搬运 ( 急停止 ) 产生的惯性力矩的作用下,有可能导致涨紧销的破损或工件脱落等事故。 请通过组合使用气动支撑缸等进行辅助结构的系统设计。
※ 本图为表示 WKH-D/C ( 定位涨紧销 ) 与 WNC ( 高能力气动支撑缸 )、BWD ( 气动顺序阀 ) 的组合使用实例
| 注意事项
》 设计方面的注意事项
1)确认规格
● 使用前请确认各产品的规格。
● 本产品是通过气压与弹簧力进行夹紧 ( 涨紧及夹紧 ) 动作 / 通过 气压进行释放动作的气压复动式气缸。夹紧供给口,释放供给口 两侧都没有供气时,就会在内置弹簧的作用下进入到夹紧状态 ( 销径处于扩径状态 )。 ① 即使气压为零,也具有涨紧力与夹紧力。由于比供给气压时 有能力下降,所以在气压为零的状态下使用时请参考第 6 页的 涨紧力・夹紧力曲线图:供给气压 0MPa 时的涨紧力与夹紧力。
② 请在供给释放气压的状态下,实施工件的装卸。 在未供给气压的状态下装卸工件,会造成工件与夹抓接触导致 工件以及涨紧销的破损。

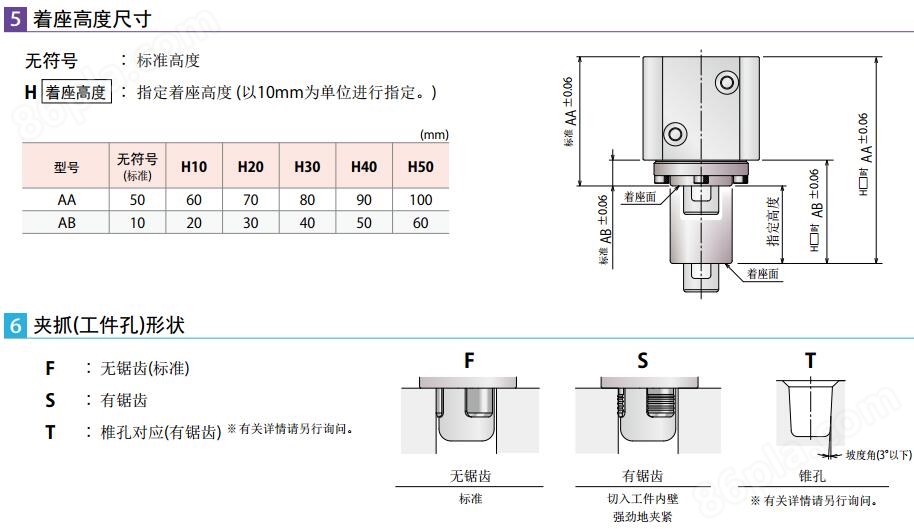
2)关于Z轴向的基准面 ( 着座面 )
● 本装置的法兰上端面是工件的着座面,用于进行Z向定位。
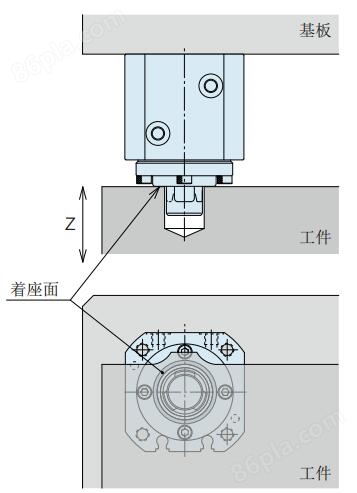
夹紧时应使工件与整个着座面接触。如果工件与着座面存在不接 触的部位,则应根据夹紧力和着座面积计算接触面压力,在不导 致工件变形的条件下使用。
3)如果工件与着座面存在不接触的部位,则应根据夹紧力和着座面积计算
● 如果工件孔周边存在薄壁部位,在进行夹紧动作时工件孔往往会 变形,导致涨紧力以及夹紧力达不到规定值。
使用前应进行夹紧 试验,将其供给气压调整至的状态。如果在涨紧力以及夹紧力不足的状态下使用,会导致工件脱落等事故。

4)关于涨紧下拉缸的安装
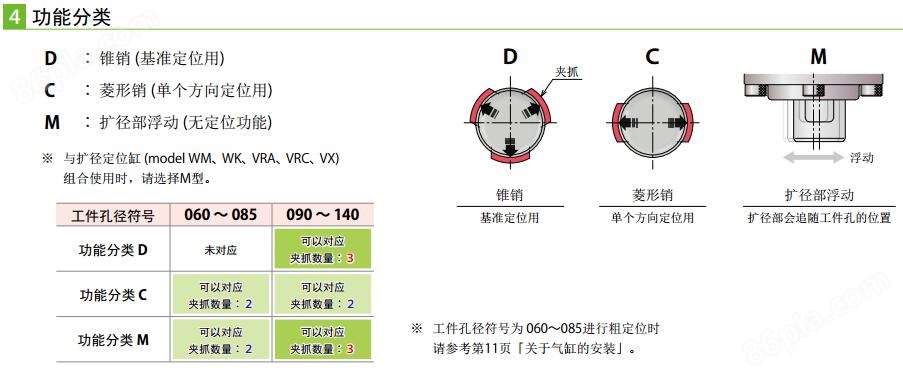
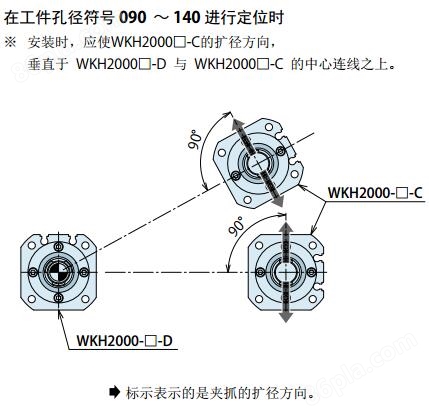
● 使用功能分类为 -D/C 时 -C:菱形销是以 -D:圆销作为基准进行角向定位的。 所以安装时 -C:菱形销需要调整相位。
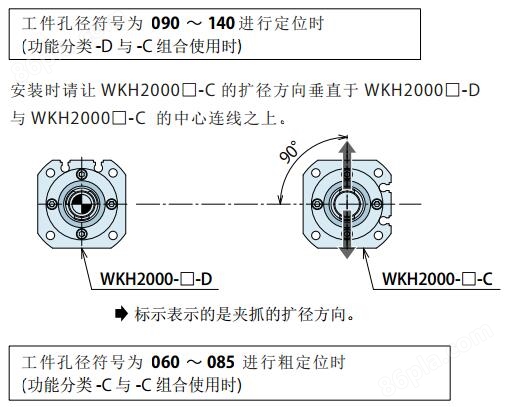
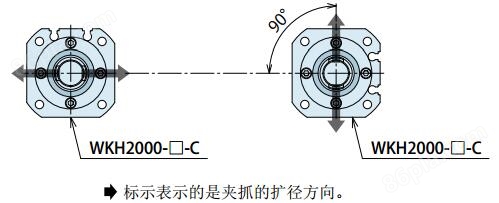
针对 WKH2000-□-C×2 台的中心连线请将一台涨紧销的扩径 方向旋转 90°垂直于中心连线。( 因为无基准定位,所以无法 保证精度。)
● 功能分类 -M 型:使用扩径部浮动功能时 -M 型设有浮动机构 ( 涨紧销单体浮动量 ±0.2mm) 与其它的 定位缸 / 定位销等组合使用时,或使用数台本产品时,请考虑 涨紧销的安装间距间精度・工件孔加工的间距间精度。
5)关于夹紧力
● 夹紧力即是将工件按压在着座面上的按压力。使用前应进行 夹紧试验,将供给气压调整至的夹紧状态。如果在夹紧力不足的状态下使用,则会导致工件脱落等事故。
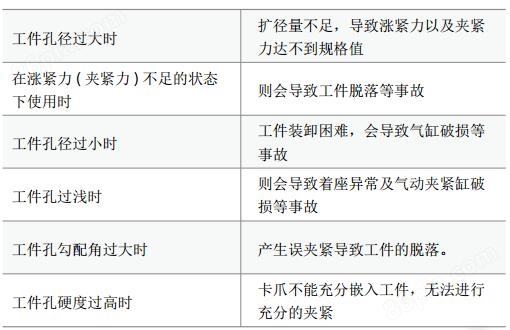
6)工件孔尺寸、勾配角、工件硬度,应在规格值范围内使用。
7) 在横向安装状态下使用时
● 请注意:装卡工件时切勿使工件出现浮起或倾斜等现象。如果在 工件浮起或倾斜的状态下实施夹紧动作,就会引发工件孔变形或 涨紧下拉缸破损等事故。
8) 工件的装卸作业必须在所有的夹紧缸释放的状态下进行。
● 如果在夹紧动作状态以及释放动作过程中实施工件装卸作业, 就会导致夹紧缸破损或工件脱落等事故。
9) 请设置粗导销
● 如果在工件倾斜的状态下实施工件装卸作业,就会产生卡滞现象, 导致夹紧缸破损或工件脱落等事故。

与其它定位夹紧缸/定位销组合使用时,应考虑定位夹紧缸/ 定位销的安装孔的孔间距精度以及工件孔的孔间距精度,并在此基础上设计粗导销。
10)使用接近式自动开关时
● 由于工件孔径的公差,会出现接近式自动开关的检出范围不足 的情况。
使用接近式自动开关时,请将工件孔径的公差保证在 ±0.1mm 以内。
11) 关于防掉落装置。
● 针对万一会出现的工件脱落造成的伤亡和事故,请进行防脱落等 安全设计。
12) 关于使用环境
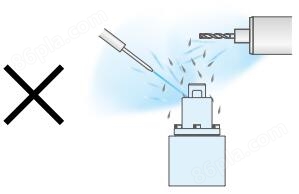
本产品没有设置防异物侵入功能、 如果是冷却液和切削屑等异物有可能侵入的环境是无法使用的。
切削加工等异物有可能侵入的销体内部的环境下请选定高能力气动涨紧下拉缸 (model SWE)。
》 安装施工方面的注意事项
1)请确认使用流体
● 动作流体必须使用经由过滤器处理过的“干燥空气”。
● 不要通过油雾器等供油。
2)配管前的处置
● 配管、管接头、夹具的空气通路孔等部位必须清洗干净后方可 使用。 如果回路中残留切削屑等异物,会导致漏气、动作不良等故障。
● 本产品不具备防止异物、杂物侵入空气回路内的功能。
3)密封胶带的缠绕方法
● 缠绕时请在螺纹的顶端留出 1 ~ 2 圈丝口。
● 残留在回路内的密封胶带断头会导致漏气或动作不正常等故障。
● 保持配管施工作业环境的清洁,并按正确方法施工,避免异物混入 装置内部。
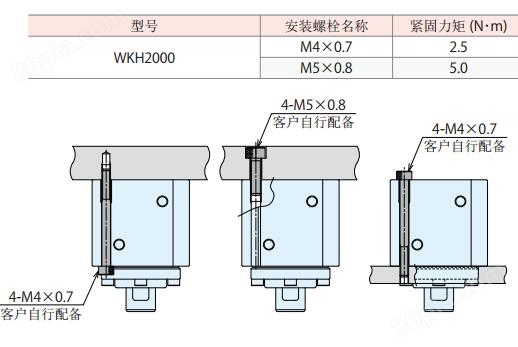
4)本体安装
● 安装本体时应使用4根内六角螺栓 ( 强度等级 A2-70 以上 ), 并按下表规定的紧固力矩进行安装。紧固力矩过大会导致基座塌陷和螺栓热粘等故障。
5)关于定位涨紧销的供给口的位置
● 本产品的法兰面上刻印有各供给口的名称。请注意配管的安装 方向。(LOCK: 夹紧供气口、RELEASE: 释放供气口)
》 操作方面的注意事项
1)请指派具备丰富知识和专业经验的员工操作使用。
● 请指派具备丰富知识和经验的员工操作使用液压 / 气动装置的机械 设备和装置,并对其进行维护保养。
2)在安全措施尚未落实的情况下,严禁操作、拆卸机械设备。
① 对机械设备和装置进行检查、维护前,必须认真确认是否已对被驱 动物体采取了防止坠落措施和防止误动作等措施。
② 拆卸机械设备时,应确认是否已落实了上述安全措施,同时应切断 压力源和电源,确定油压•气压回路的压力为零后方可进行拆卸作业。
③ 严禁对刚停止运行的设备进行拆卸作业,必须等到设备降温后 再进行拆卸作业。
④ 重新启动机械装置前应认真确认螺栓和
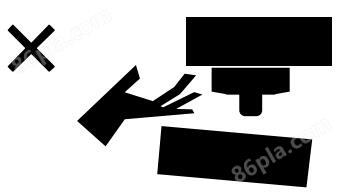
3)为防止造成人身伤害,严禁接触动作中的工件 ( 托盘 ) 和夹紧缸。否则会导致手指夹伤等伤害事故。
4) 针对万一会出现的工件脱落危险,请确保工件搬运时周围无人。
5)请勿擅自对本产品进行分解或改造。
● 若擅自对本产品进行分解或改造,即使在质保期内发生问题厂方也 概不负责。
● 本产品内置有强劲的弹簧,十分危险。
》 保养、检查
1)通用的保养、检查方面注意事项请参照第 399 页。
2)拆卸设备时必须切断压力源
● 拆卸装置时,必须认真确认是否已对被驱动物体采取了防止坠 落措施和防止误动作等措施,同时应切断压力源和电源,确认 油压•气压回路的压力为零后方可进行拆卸作业。
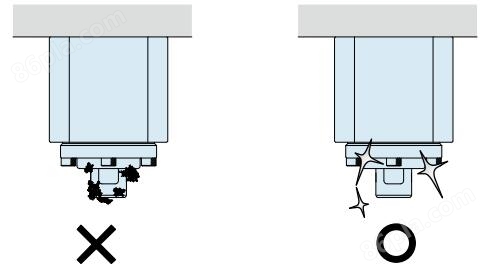
● 重新启动机械设备前应认真确认螺栓等连接部位有无异常现象。 3)请定期对涨紧下拉缸夹紧部位及着座面进行清扫。
● 如果在夹紧部位表面附有污物的状态下使用,会产生夹紧力 不足,动作不正常、漏气等故障,导致工件脱落。
4)请定期检查配管
• 螺母有无松动现象,并应及时加固。
5)如果由于反复动作,夹爪表面产生磨损,会降低夹紧力。
虽然零部件更换周期因使用压力或工件材质、孔形状等因素而异, 但如发现夹爪表面磨损时,必须更换夹爪部件。届时请与本公司 联系。
6)请检查确认装置有无异音,动作是否正常、顺畅。
● 特别是长期闲置后重新启用时,更应对动作状况进行检查确认。
7)请将本产品放置在阴凉干燥处进行保管。
8)本产品的分解大修作业请委托本公司。 本产品内置有强劲的弹簧,十分危险。
 摘要:参数:|重复定位精度:±0.0
[详细]
摘要:参数:|重复定位精度:±0.0
[详细]
 摘要:参数:|重复定位精度:±0.0
[详细]
摘要:参数:|重复定位精度:±0.0
[详细]
 摘要:参数:|重复定位精度:±0.0
[详细]
摘要:参数:|重复定位精度:±0.0
[详细]
 摘要:参数:1、应用领域:精密打
[详细]
摘要:参数:1、应用领域:精密打
[详细]
 摘要:参数:负载10kg水平伸展距
[详细]
摘要:参数:负载10kg水平伸展距
[详细]
 摘要:参数:负载200kg伸展距离2,
[详细]
摘要:参数:负载200kg伸展距离2,
[详细]
 摘要:参数:
[详细]
摘要:参数:
[详细]
 摘要:参数:
[详细]
摘要:参数:
[详细]
吸塑模具 塑胶容器 塑料切粒机 脱模剂 再生料 lldpe 塑料颗粒搅拌机 塑料背心袋 特种塑料 夹布胶管 切粒机 abs价格 色母 油过滤器 编织硅胶管 硅胶管 油冷却器 除湿设备 橡胶磨具 橡胶模具 塑料容器 柔版印刷机 凸版印刷机 管材生产线 除湿干燥器 塑料吹膜机 硅胶管价格 塑料再生料 无纺布制袋机 泡沫造粒机 塑料磨粉机 拉丝机价格 炼胶机 背心袋制袋机 吸塑机价格 塑料吹瓶机 注塑机螺杆









